Premièrement, l’approvisionnement en matières premières.
Dans le processus de production, nous devons d'abord acheter des matières premières de haute qualité matériaux. Nous avons établi des relations de coopération à long terme avec des fournisseurs fiables pour garantir la qualité et un approvisionnement stable en matières premières. Les matières premières couramment utilisées comprennent les tôles d'acier, les tôles d'aluminium, l'acier inoxydable et d'autres matériaux métalliques, ainsi que divers profilés et accessoires de quincaillerie.
Vingt ans d'expérience, notre société achète 6 mètres d'acier standard principalement pour la production et la transformation. Toutes les spécifications des produits sont planifiées en fonction de 6 mètres d'acier pour réduire les pertes et améliorer l'efficacité de la production. Les produits personnalisés peuvent entraîner un certain degré de redondance. À cet égard, nous achèterons également des spécifications spécifiques d'acier et de produits pour éviter les déchets inutiles et réduire les pertes d'acier.

Deuxièmement, la transformation et la fabrication.
Après avoir acheté les matières premières, elles doivent être transformées et fabriquées pour les transformer en produits finis. Le processus de traitement et de fabrication comprend le découpage, l’estampage, le soudage, le pliage, le moulage par injection, la peinture et d’autres liens. Les machines et équipements couramment utilisés dans le processus de production sont les machines-outils CNC, les poinçons, les équipements de soudage, les machines de moulage par injection, les machines de pulvérisation, etc. Plus le degré d'automatisation de ces machines et équipements est élevé, plus l'efficacité et la qualité de la production seront élevées..
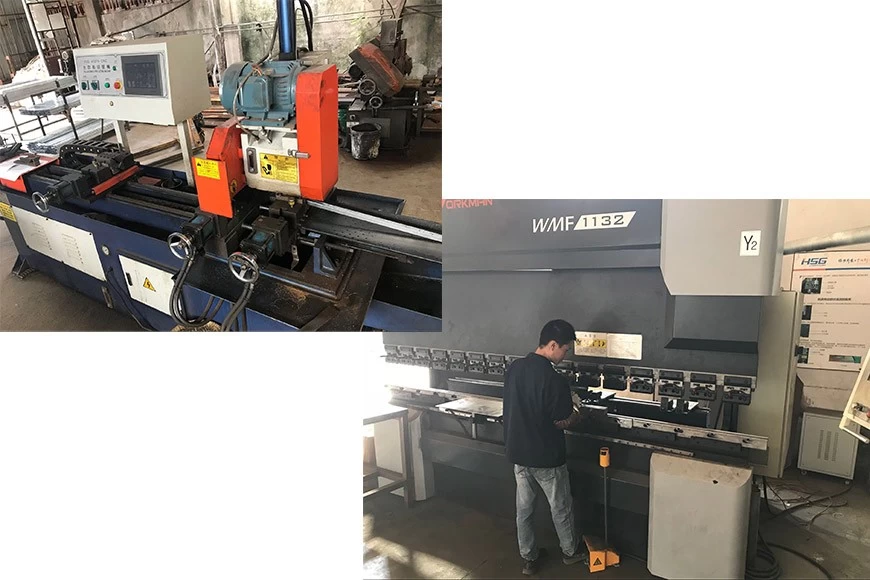
Notre société principalement des machines-outils CNC, des machines-outils ordinaires en complément du traitement des plaques. Le traitement des machines-outils CNC ne nécessite pas d'abrasifs, seulement après les paramètres d'entrée, vous pouvez exporter des produits standardisés, améliorant considérablement l'efficacité de la production, sans moulage direct abrasif.
L’avantage des machines-outils ordinaires est qu’elles peuvent répondre aux besoins particuliers et personnalisés des clients. Il peut être contrôlé en temps réel par l'opération manuelle des travailleurs et convient aux travaux de traitement avec une demande instable et davantage de variétés de produits. Participation manuelle élevée : le traitement des machines-outils ordinaires nécessite la participation directe de l'opérateur, qui peut être plus flexible pour répondre aux différents besoins de traitement.

Techniques courantes pour le traitement des côtes
1. Coupez la barre d'acier
L’une des méthodes les plus courantes d’usinage de barres d’acier est la découpe. Les outils de coupe mécaniques et les machines de découpe électriques sont généralement utilisés pour la coupe des barres d'acier. Les barres d'acier produites par cette méthode sont généralement utilisées pour construire des barres de traction et de pression dans le béton.
2. Cintrage de barres d'acier
Le cintrage des barres d’acier est l’une des méthodes d’usinage courantes des barres d’acier. Des machines spécialisées sont nécessaires pour plier les barres d’armature à l’angle souhaité. Cette méthode est généralement utilisée pour construire des structures courbes ou des dispositifs d'ancrage. En plus du support d'équipement mécanique, le cintrage de barres d'acier nécessite également une opération qualifiée et une accumulation d'expérience de travailleurs qualifiés.
3, fil de production de barres d'acier
Cette méthode est souvent utilisée pour réaliser des éléments de liaison dans les bâtiments. Lorsque les barres d’armature sont usinées sous une forme filetée, des machines et des outils spéciaux sont nécessaires. Cette méthode nécessite le strict respect des normes de sécurité nationales et nécessite des outils de protection pour fonctionner. La surface de la barre d'acier doit être finement usinée pour réaliser le filetage de la barre d'acier, et l'efficacité est faible.
4. Peinture de barres d'acier
En plus des méthodes de traitement conventionnelles, de nouvelles méthodes de traitement sont également apparues dans l'architecture moderne, comme la peinture de barres d'acier. Cette méthode peut être utilisée pour personnaliser la surface de la barre d'acier par peinture ou autocollants. Cette méthode dépasse les limites de l’usinage traditionnel, mais nécessite un contrôle strict de la quantité de pigment et de colle utilisée pour éviter toute réaction.
Troisièmement, traitement secondaire
Coupe-trou
Le modèle d'utilité est un équipement spécialisé dans la découpe de plaques d'acier, de plaques d'aluminium et d'autres matériaux métalliques, également connu sous le nom de machine de découpe de trous à commande numérique, machine de découpe de trous à commande numérique, est une sorte de machine de découpe à commande numérique, son application principale est dans le traitement et la découpe de tôles. La machine d'ouverture est largement utilisée dans le traitement des produits métalliques, la métallurgie, l'aérospatiale, la maintenance, les ateliers, la fabrication d'usines, la construction, la décoration et d'autres industries.
Le principe de fonctionnement de la perforatrice repose principalement sur des outils de coupe, tels qu'une fraise en acier au tungstène à grande vitesse, une lame de coupe à grande vitesse, etc., pour traiter et couper la tôle. La machine de découpe de trous est une sorte d'équipement à commande numérique, qui peut être programmé pour contrôler les paramètres du mouvement de la machine-outil et de la trajectoire de l'outil de coupe.
Tondre
Lors de la découpe formelle de tôles d'acier, le processus suivant doit être suivi :
1. Ajustez la position et la hauteur de la cisaille pour l'adapter à la position de la plaque d'acier à traiter, et assurez-vous que la plaque d'acier est proche de la surface de la table de cisaillement pour éviter une déformation excessive.
2. En fonction de l'épaisseur de la plaque d'acier, choisissez l'espacement des lames et ajustez le dispositif de réglage de la pression de la cisaille pour l'adapter à l'épaisseur de la plaque d'acier.
3. Démarrez la machine de découpe, faites glisser la lame vers le bas à pleine vitesse et ajoutez la plaque d'acier coupée lorsque la lame est stable.
4. Ajustez l'angle de coupe et l'angle inverse de la cisaille pour rendre le bord de la plaque d'acier lisse et angulaire.
5. Arrêtez la cisaille et nettoyez la machine et la table de découpe pour un traitement ultérieur.
Plier
À l'heure actuelle, notre division pour les trois types de machines manuelles, automatiques et CNC mélangées. Utilisation spécifique du moulage par pliage : matières métalliques et plastiques dans la cintreuse ou moulage par moule de pliage.
Quatre coutures semi-finies
À l'heure actuelle, notre utilisation principale est le soudage complet et le soudage par points.
1, soudage complet : également connu sous le nom de « soudage complet », c'est-à-dire que tous les points de contact des deux pièces prêtes à être soudées ensemble sont des soudages fondus.
Fonctionnement : par exemple, deux plaques d'acier sont épissées et une soudure est entièrement soudée, ce qui est utilisé dans des conditions nécessitant une résistance de soudage élevée.
2, soudage par points : la pièce à souder est soudée sur les points individuels de la surface de contact du joint, et le soudage par points nécessite que le métal ait une bonne plasticité. Pour un exemple simple, par exemple, pour présenter deux plaques métalliques à angle droit, il suffit de souder 2 à 3 points pour y parvenir, c'est-à-dire de séparer une distance et de la souder, ce qui est du soudage par points.
Classification : Le soudage par points est généralement divisé en deux catégories : le soudage par points double face et le soudage par points simple face. Lors du soudage par points double face, les électrodes sont alimentées des deux côtés de la pièce jusqu'à la soudure. La méthode typique de soudage par points double face est la méthode la plus couramment utilisée lorsque les deux côtés de la pièce présentent une indentation d'électrode.
Ce qui précède est le processus de production de nos produits, si vous êtes intéressé par le contenu de suivi, n'hésitez pas à nous contacter.






















